 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Introduzione al processo di estrusione dei tubi, alle attrezzature, ai difetti di qualità, ecc.
Ningbo Fangli Technology Co., Ltd.è unproduttore di attrezzature meccanichecon oltre 30 anni di esperienzaattrezzature per l'estrusione di tubi in plastica,nuova protezione ambientale e nuove attrezzature per i materiali.Fin dalla sua fondazione, Fangli è stato sviluppato in base alle richieste degli utenti. Attraverso il miglioramento continuo, la ricerca e sviluppo indipendente sulla tecnologia di base, la digestione e l'assorbimento di tecnologie avanzate e altri mezzi, ci siamo sviluppatiLinea di estrusione tubi in PVC,Linea di estrusione tubi in PP-R, Linea di estrusione di tubi di alimentazione idrica/gas in PE, raccomandato dal Ministero cinese delle Costruzioni per sostituire i prodotti importati. Abbiamo guadagnato il titolo di “Marchio di prima classe nella provincia di Zhejiang”.
I. Flusso del processo
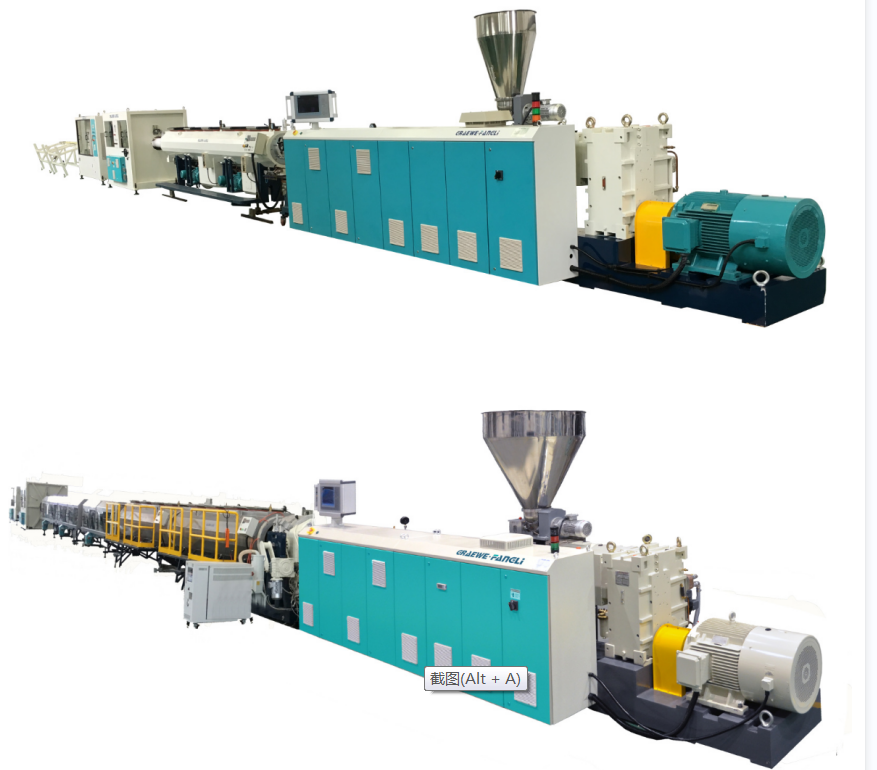
Attualmente, i tubi in PVC e PO rappresentano i prodotti in maggior volume sia a livello nazionale che internazionale.Figura 1mostra il diagramma di flusso del processo produttivo per tubi in poliolefina (PO). La plastica viene alimentata nella matrice con interstizio anulare (2) dalla vite come massa fusa uniformemente plastificata, estrudendo un parison del tubo. Questo entra immediatamente nell'unità di calibrazione (3) per il raffreddamento e il dimensionamento, per poi subire un ulteriore sufficiente raffreddamento nella vasca di raffreddamento (4). Il tubo viene estratto a velocità costante tramite la regolazioneunità di traino(6), e infine tagliato alla lunghezza specificata con la taglierina (7). I tubi a parete sottile con diametro inferiore a 160 mm possono essere avvolti in rotoli dall'avvolgitore (9).

Figura 1 Diagramma schematico del flusso del processo di produzione del tubo PO
1 ---Estrusore; 2 ---Stampo per tubi; 3 ---Manicotto di calibrazione;
4 ---Raffreddamento con calibrazione del vuoto; 5 ---Serbatoio di raffreddamento;
6 ---Unità di traino; 7 ---Taglierina;
8 --- Stampante; 9 ---Avvolgitore
II. Processo e attrezzature
Per la produzione di tubi in PO, aestrusore monovite ad alta efficienzadovrebbe essere selezionato. La zona di alimentazione impiega una canna scanalata assialmente. Il rapporto lunghezza/diametro (L/D) della vite è 30–33:1. La struttura della vite è a due stadi con profondità e passo variabili: il passo nella sezione di alimentazione è inferiore al diametro della vite, mentre il passo nelle sezioni di fusione e omogeneizzazione è maggiore del diametro della vite. Per migliorare l'efficienza della miscelazione, alcune coclee sono dotate di elementi aggiuntivi della testa di miscelazione. Questo tipo di estrusore monovite offre una resa relativamente elevata e una buona plastificazione. Ad esempio, un estrusore monovite con diametro della vite di 90 mm può raggiungere una produttività superiore a 600 kg/h. Inoltre, la produzione di tubi in PO riempiti con carbonato di calcio, solfato di bario, farina di legno o fibre di vetro utilizza tipicamente estrusori bivite corotanti.
La produzione dei tubi in PVC è fondamentalmente simile a quella dei tubi in PO. Comunemente utilizzati sono conici o controrotantiestrusori bivite paralleli, consentendo l'estrusione diretta della polvere di miscela secca. La loro produzione varia da 10 kg/h per tubi di piccolo diametro a 1100 kg/h per tubi di grande diametro. Il rapporto L/D della vite è aumentato dal precedente 18:1 a 25:1. Ad esempio, aestrusore bivitecon una vite di diametro 90mm può raggiungere una produttività superiore a 300 kg/h.
Come si può vedere dalla Figura 1, l'attrezzatura a valle dell'estrusione del tubo è costituita principalmente dal serbatoio dell'acqua di raffreddamento,unità di traino, taglierina, avvolgitoreo tabella dump.
Serbatoio dell'acqua di raffreddamento
Quando il tubo esce dall'unità di calibrazione e raffreddamento, non è completamente raffreddato a temperatura ambiente. Se non ulteriormente raffreddato, il gradiente di temperatura esistente in direzione radiale della parete del tubo può far sì che lo strato esterno già indurito si rammollisca nuovamente a causa dell'aumento di temperatura, con conseguente deformazione. D'altro canto il tubo deve resistere anche alle sollecitazioni derivanti dalle attrezzature di traino, taglio e avvolgimento. Pertanto il calore residuo deve essere rimosso, raffreddando il tubo a temperatura ambiente. I metodi di raffreddamento includono il bagnomaria e il raffreddamento a spruzzo. In una vasca di raffreddamento a bagnomaria, il livello dell'acqua dovrebbe sommergere completamente il tubo. Il serbatoio è suddiviso in più sezioni. L'ingresso dell'acqua di raffreddamento è impostato nell'ultima sezione, facendo sì che la direzione del flusso d'acqua sia opposta alla direzione di estrusione del tubo, creando un gradiente di temperatura di raffreddamento. Ciò si traduce in un raffreddamento più graduale del tubo e in una minore sollecitazione interna. La distanza tra il serbatoio dell'acqua di raffreddamento e l'unità di calibrazione/raffreddamento non deve superare un decimo della lunghezza totale di raffreddamento; in caso contrario la differenza di temperatura tra la parete esterna del tubo e l'acqua di raffreddamento potrebbe aumentare eccessivamente. Sebbene il metodo del bagnomaria sia semplice, le differenze di temperatura tra gli strati superiori e inferiori dell'acqua nel serbatoio possono causare un raffreddamento non uniforme e una flessione del tubo. Inoltre, le forze di galleggiamento che agiscono sul tubo possono facilmente causare deformazioni, rendendo questo metodo particolarmente inadatto per il raffreddamento di tubi di grande diametro.
La funzione delunità di trasporto tubiconsiste nel fornire una certa velocità e forza di traino al tubo già dimensionato e raffreddato, superando la forza di attrito generata dal dispositivo di dimensionamento sul tubo, estraendo così il tubo a velocità costante verso l'avvolgitore o il tavolo di scarico. L'unità di traino è uno degli elementi chiave dell'attrezzatura a valle per la produzione di tubi e deve soddisfare i seguenti requisiti.
(1)Iltrainola velocità deve poter essere regolata in modo continuo e graduale, garantendo una velocità di traino costante. Una velocità di traino instabile causerà la fluttuazione del diametro del tubo. La velocità di traino deve essere strettamente coordinata con la velocità di estrusione. Lo spessore della parete del tubo viene regolato regolando la velocità di trasporto: una velocità di trasporto più lenta si traduce in pareti più spesse, una velocità più elevata si traduce in pareti più sottili. Selezionare la corretta velocità di traino è un metodo efficace per garantire la conformità dimensionale del prodotto. I design moderni possono raggiungere velocità di trasporto massime fino a 30 m/min.
(2)Una costantetrainola forza deve essere mantenuta, senza alcun fenomeno di push-pull, altrimenti si possono verificare difetti di ondulazione superficiale del tubo. È necessaria anche una forza di traino sufficiente. La forza di traino richiesta aumenta con l'area di contatto e con il dimensionamento della pressione radiale. Per tubi di piccolo e medio diametro la forza di traino è generalmente di 100–600 N; per tubi di grande diametro è generalmente 800–10.000 N.
(3) La forza di serraggio delunità di trainola pinza deve essere regolabile e in grado di afferrare tubi di vari diametri senza causare danni o deformazioni alla superficie. Attualmente, le pinze di tipo caterpillar sono ampiamente utilizzate. Sono costituiti da 2 a 12 binari disposti uniformemente attorno al tubo. I binari sono annegati con un certo numero di blocchi di bloccaggio in gomma/plastica, per lo più concavi o angolati per aumentare l'area di applicazione della pressione radiale sul tubo. La regolazione della forza di bloccaggio si ottiene tramite meccanismi pneumatici, idraulici o con madrevite. Il numero di piste aumenta con il diametro del tubo.
Dopo che il tubo è stato portato ad una certa lunghezza, deve essere tagliato a misura. Le taglierine sono di vari tipi, selezionate in base al diametro del tubo e allo spessore della parete, al tipo di materiale, alla lunghezza del taglio, alla qualità del taglio, alla forma di taglio, ecc. Le taglierine automatiche a ghigliottina e le seghe circolari radiali sono adatte per il taglio di tubi di piccolo e medio diametro; Le taglierine automatiche planetarie sono adatte per tubi di grande diametro. Dopo aver ricevuto il comando di taglio, la taglierina afferra il tubo con una pinza e si muove nella direzione di traino del tubo completando l'azione di taglio. Dopo il taglio, un meccanismo pneumatico lo riporta nella posizione di ripristino.
Tavolo avvolgitore e scarico. Solo i tubi che non si deformano durante la piegatura vengono avvolti in bobine mediante un avvolgitore, con taglio e scarico automatico. La velocità lineare di avvolgimento è sincronizzata con la velocità di estrusione e può essere regolata in modo continuo. Quando la velocità di estrusione è inferiore a 2 m/min si utilizza generalmente un avvolgitore a stazione singola; quando la velocità di estrusione supera i 2 m/min è opportuno utilizzare un avvolgitore a doppia stazione o anche multistazione.
III. Fattori chiave per il controllo dei difetti dei tubi
Seguendo l'ordine del flusso del processo nella Figura 1, i principali fattori correlati per l'eliminazione dei difetti di qualità sono elencati di seguito.
(1)Sezione Alimentazione:Formulazione delle materie prime; forma e dimensione delle materie prime; metodo di colorazione; metodo di essiccazione; miscelazione di materiale rimacinato/riciclato; tipologia e dosaggio degli additivi; capacità di raffreddamento della gola della tramoggia.
(2)Estrusore: Diametro della vite; rapporto L/D vite; rapporto di compressione della vite; tipo di struttura a vite; velocità della vite; prestazioni di ventilazione; controllo della temperatura a vite; controllo del riscaldamento e del raffreddamento delle botti; profili di temperatura lungo le zone dell'estrusore; coppia dell'estrusore; consumo energetico; adattatore; selezione e controllo della temperatura per il cambiafiltro; tipo e specifiche del pacchetto schermo.
(3)Morire:Muore il divario; lunghezza del terreno; tipo di struttura dello stampo; forma del canale di flusso; distribuzione della fusione; impostazione e controllo della temperatura; pressione sulla testa dello stampo; controllo dello spessore delle pareti.
(4) Calibrazione e raffreddamento:Metodo di calibrazione; dimensioni del calibratore; livello di vuoto della scatola del vuoto o pressione dell'aria del tubo di calibrazione della pressione interna e lunghezza; sigillatura del sistema di calibrazione; tempo di calibrazione; portata dell'acqua di raffreddamento; temperatura dell'acqua di raffreddamento; metodo di raffreddamento.
(5)Serbatoio dell'acqua di raffreddamento:Metodo di raffreddamento; disposizione delle tubazioni dell'acqua; portata dell'acqua di raffreddamento; lunghezza della vasca di raffreddamento; temperatura dell'acqua di raffreddamento; efficacia del raffreddamento dei tubi.
(6)Unità di traino: Velocità e controllo di traino; calibrazione della forza di traino; forza di bloccaggio e controllo; numero di brani e durata effettiva; durezza superficiale e forma dei blocchi di bloccaggio; superficie di contatto del traino.
(7) Taglierina: Tipo di taglierina; profilo e materiale del dente della lama della sega; meccanismo di ripristino; raccolta trucioli e rimozione polveri; controllo del rumore; limitare la configurazione del sistema; meccanismo di bloccaggio; sistema di azionamento e potenza; sistema di azione di taglio automatico.
(8)Tavolo avvolgitore e scarico: Controllo della tensione; sistema di comando taglio lunghezza; selezione della stazione avvolgitrice; diametro dell'avvolgimento; indicazione dell'azione di scarico; velocità lineare dell'avvolgimento.
(9) Appendice:Condizioni per la produzione automatizzata:Misurazione dello spessore delle pareti; controllo del diametro esterno; misurazione del peso e statistiche di produzione; stato di funzionamento della pompa di fusione a ingranaggi; sistema di centraggio dello stampo.
Se hai bisogno di maggiori informazioni,Ningbo Fangli Technology Co., Ltd.vi invita a contattarci per una richiesta dettagliata, vi forniremo una guida tecnica professionale o suggerimenti per l'acquisto di attrezzature.
Invia richiesta


X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza