 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Ottimizzazione del controllo della temperatura per raddoppiare l'efficienza del processo di estrusione a doppia vite
Ningbo Fangli Technology Co., Ltd.è unproduttore di attrezzature meccanichecon oltre 30 anni di esperienzaattrezzature per l'estrusione di tubi in plastica, nuova protezione ambientale e nuove attrezzature per i materiali. Fin dalla sua fondazione, Fangli è stato sviluppato in base alle richieste degli utenti. Attraverso il miglioramento continuo, la ricerca e sviluppo indipendente sulla tecnologia di base, la digestione e l'assorbimento di tecnologie avanzate e altri mezzi, ci siamo sviluppatiLinea di estrusione tubi in PVC, Linea di estrusione tubi in PP-R, Linea di estrusione di tubi di alimentazione idrica/gas in PE, raccomandato dal Ministero cinese delle Costruzioni per sostituire i prodotti importati. Abbiamo guadagnato il titolo di “Marchio di prima classe nella provincia di Zhejiang”.
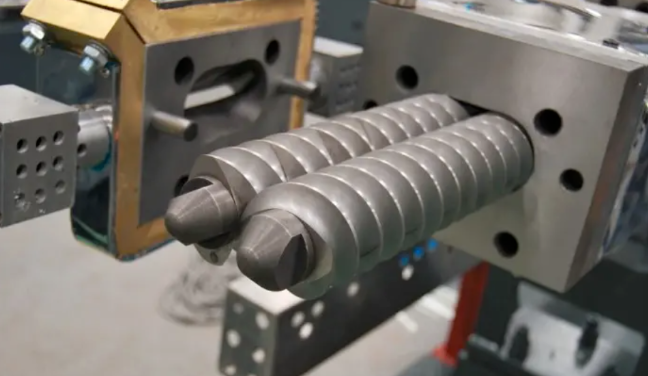
L’estrusione bivite è uno dei processi chiave nella lavorazione dei polimeri. Il suo funzionamento stabile e la qualità del prodotto finale dipendono fortemente dal controllo preciso del processo, in cui il controllo della temperatura è al centro.
A causa della complessità dei modelli delle apparecchiature, delle configurazioni delle viti e della diversità dei materiali, i parametri di processo ottimali derivano spesso da sperimentazioni a lungo termine e dall’esperienza accumulata. Di seguito viene fornita una breve introduzione a diversi fattori chiave legati alla temperatura nel processo di estrusione bivite.
01 Temperatura del processo di estrusione
Molti fattori devono essere considerati quando si progetta la temperatura del processo di estrusione. La considerazione principale è il punto di fusione più alto tra i componenti del materiale. Ad esempio, in un masterbatch di polipropilene, il supporto in polipropilene ha il punto di fusione più alto a 170°C, quindi le temperature di processo per ciascuna zona sono impostate intorno a 170°C. Naturalmente questo può variare a seconda del metodo di riscaldamento; le temperature differiscono tra il riscaldamento a resistenza e il riscaldamento a induzione elettromagnetica, essendo quest'ultimo tipicamente inferiore.
In secondo luogo, la temperatura del processo è correlata alle dimensioni dell’apparecchiatura e alla velocità di produzione. Una produzione più elevata richiede più calore per ammorbidire e sciogliere il materiale, rendendo necessaria una temperatura di processo più elevata. Anche la temperatura è progettata in modo segmentato in base alle esigenze di trasporto e taglio. Una temperatura più elevata riduce la viscosità del materiale e la forza di taglio, mentre una temperatura più bassa aumenta la viscosità e la forza di taglio. Le regolazioni della temperatura di processo dovrebbero considerare anche altre proprietà fisiche del materiale, come la viscosità.
02 Temperatura della gola del mangime
La chiave per impostare la temperatura della gola di alimentazione è evitare che il materiale si attacchi alla coclea, ostacolando la normale alimentazione. Per consentire al materiale di sciogliersi precocemente per la dispersione al taglio, la temperatura della gola di alimentazione dovrebbe essere quanto più vicina possibile al punto di fusione del trasportatore senza causare appiccicamento. In alcune formulazioni gli additivi a basso punto di fusione sono presenti in quantità molto piccole. Anche se fondono, non influiscono in modo significativo sul trasporto complessivo del materiale, quindi il loro impatto sulla temperatura del processo è minimo.
Tuttavia, alcune formulazioni contengono molti materiali a basso peso molecolare. Temperature leggermente elevate, combinate con il calore trasferito dalle zone di riscaldamento a valle attraverso la coclea, possono causare la fusione prematura di questi materiali nella gola di alimentazione, provocando l'adesione del materiale e la mancata alimentazione. Pertanto, durante il riscaldamento pre-avvio, la zona di alimentazione deve essere mantenuta a bassa temperatura. Potrebbe essere necessario attivare il raffreddamento per mantenere questa bassa temperatura. In caso contrario, dopo l'avvio potrebbero verificarsi problemi di slittamento e alimentazione della vite. Per evitare anomalie all'avvio, spesso è meglio impostare inizialmente le temperature in modo convenzionale e quindi abbassare la temperatura della zona di alimentazione dopo l'avvio.
03 Temperatura della porta di sfiato
In genere la temperatura della porta di sfiato deve essere opportunamente ridotta. In teoria, per evitare che il materiale fuso fuoriesca facilmente e causi lo spurgo dello sfiato, è necessario regolare le temperature della zona prima e dopo lo sfiato. Questa regolazione garantisce che il materiale scorra facilmente in avanti ma abbia difficoltà a fluire verso l'alto e fuori dall'apertura di sfiato. Tuttavia, in condizioni di flusso stabile e rapido, buona dispersione e bassa pressione di fusione, potrebbero non essere necessarie regolazioni speciali della temperatura della porta di sfiato. Di conseguenza molti operatori non prestano molta attenzione a questo parametro.
04 Temperatura della sezione di miscelazione
La sezione di miscelazione è un'area critica nella produzione di masterbatch bivite. Il suo controllo della temperatura è legato ai requisiti di forza di taglio. La sua funzione chiave è la dispersione di taglio dei pigmenti e la forza di taglio è strettamente legata alla temperatura: una temperatura eccessivamente elevata riduce la viscosità del fuso e la forza di taglio. Una temperatura opportunamente più bassa aumenta la viscosità, con conseguente migliore dispersione del taglio. L'entità della forza di taglio spesso influisce direttamente sulla corrente del motore principale. Pertanto, gli operatori esperti regolano la temperatura di processo in questa zona in base alle variazioni della corrente del motore principale.
05 Testa di morteTemperatura
Progettazione della temperatura della testa della filiera: quando la massa fusa entra nella testa della filiera e sta per essere estrusa per la pellettizzazione (mediante pellettizzazione a filo, anello d'acqua o pellettizzazione subacquea), la temperatura generalmente deve essere opportunamente ridotta. I test possono determinare la temperatura dell'estruso, rilevando la sua differenza rispetto alla temperatura di fusione all'interno del cilindro. Inoltre, se dotato di un cambiafiltro al volo, la durata e il successo del processo di cambio filtro sono spesso legati alla viscosità e all'indice di flusso del materiale fuso, che possono essere gestiti regolando la temperatura della testata.

Altri fattori che influenzano oltre la temperatura
06 Controllo della velocità dell'alimentatore
Il controllo della velocità dell'alimentatore influisce direttamente sulla produzione. Durante la produzione stabile, la velocità di estrusione è uguale alla velocità di avanzamento. La modifica della velocità dell'alimentatore modifica l'output e contemporaneamente influisce sul processo. Aumentando la velocità dell'alimentatore si aggiunge più materiale nella vite, abbassando di fatto la temperatura del processo; al contrario, diminuendo la velocità dell'alimentatore si aumenta effettivamente la temperatura del processo. Anche le variazioni della velocità dell'alimentatore influiscono sulla qualità della dispersione del prodotto. Pertanto, le modifiche alla velocità dell'alimentatore devono essere considerate in modo olistico, mirando sia a un processo di produzione stabile del masterbatch sia a garantire la qualità del prodotto finale.
07 Velocità della vite principale
La velocità della vite principale è la velocità di rotazione delle viti. Con una velocità di avanzamento costante, una variazione della velocità della vite principale influisce solo momentaneamente sulla velocità di estrusione prima che ritorni gradualmente alla normalità. Il ruolo chiave della velocità della vite risiede nella dispersione del taglio, che è un altro fattore critico per il controllo della qualità del prodotto. Ciò richiede il coordinamento tra temperatura e velocità di taglio. Alcuni prodotti richiedono un taglio elevato, che richiede velocità della vite più elevate. Altri richiedono un taglio basso, che richiede velocità inferiori; ovviamente, il raggiungimento di un taglio basso può comportare anche aggiustamenti della temperatura del processo. Ogni macchina ha un limite massimo di velocità, che deve essere rispettato con un adeguato margine di sicurezza.
08 Pressione di fusione
La pressione di fusione viene generalmente mantenuta al di sotto di 1 MPa. È correlato alla dimensione delle maglie del pacco filtrante, all'efficacia della dispersione dei pigmenti, alla temperatura di fusione e alla viscosità. La maglia del vaglio più piccola, la minore dispersione dei pigmenti e la minore viscosità del fuso comportano una pressione più elevata; al contrario, la pressione è inferiore. La pressione di fusione è un riflesso completo di molteplici fattori; evitare giudizi semplicistici o arbitrari basati solo su di esso. Può tuttavia servire come utile riferimento per regolare il processo e monitorare lo stato di dispersione del prodotto.
09 Configurazione e sostituzione del pacchetto schermi
I pacchetti di filtri svolgono funzioni quali la filtrazione e l'aumento del taglio provocando il riflusso della fusione. Dovrebbero essere configurati e sostituiti ragionevolmente in base ai requisiti specifici del prodotto e della qualità.
10 Attenzione ambientale perEstrusori bivite
Le principali preoccupazioni ambientali per gli estrusori bivite sono: in primo luogo, la polvere nella gola di alimentazione; in secondo luogo, i gas provenienti dalle porte di sfiato e dalla testa della filiera; e terzo, il trattamento dell'acqua di raffreddamento. Dovrebbero essere compiuti sforzi per catturarli, filtrarli e raccoglierli in modo completo per un corretto smaltimento.

In sintesi, la temperatura è la variabile fondamentale che attraversa l’intero processo di estrusione bivite. È strettamente collegato a parametri quali velocità di avanzamento, velocità della vite e pressione, che determinano collettivamente la fusione, il trasporto, la dispersione, lo sfiato e la modellatura finale del materiale. Un processo di estrusione stabile e di alta qualità si basa su un controllo preciso e olistico del sistema di temperatura.
Se hai bisogno di ulteriori informazioni,Ningbo Fangli Technology Co., Ltd.accoglie con favore la tua richiesta. Forniremo una guida tecnica professionale o suggerimenti per l'acquisto di attrezzature.
Invia richiesta


X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza