 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Processo di estrusione di tubi
Ningbo Fangli Technology Co., Ltd. è un produttore di attrezzature meccaniche con quasi 30 anni di esperienza in attrezzature per l'estrusione di plastica, nuovo ambiente protezione e nuove attrezzature materiali. Qui ne abbiamo preparati alcuni completi introduzione sul processo di estrusione del tubo, come segue:
Il tubo è un tubo o un cilindro cavo per il convogliamento di fluido. I termini “tubo” e “tubazione” sono quasi intercambiabili. Il "Tubo" è spesso realizzato su dimensioni personalizzate e può avere dimensioni e dimensioni più specifiche tolleranze rispetto al tubo, a seconda dell'applicazione. Anche il termine “tubo” può essere applicato a tubi di natura non cilindrica (cioè tubi quadrati). Il termine Il “tubing” è più ampiamente utilizzato negli Stati Uniti e il “pipe” in altre parti del mondo.
Il tubo può essere specificato in base alla dimensione del tubo standard designazioni, come dimensione nominale del tubo (negli Stati Uniti) o nominale, esterno o diametro interno e spessore della parete. Molti standard industriali e governativi esistono per la produzione di tubi e tubazioni.
La maggior parte dei tubi sono realizzati tramite estrusione, in linea con la direzione di estrusione, matrice, dispositivo di dimensionamento o calibratura o serbatoio, serbatoio di raffreddamento ad acqua, trasportatore e taglierina, se necessario, e decollare apparecchiature alla fine della linea. La linea potrebbe includere un dispositivo di marcatura o a dispositivo di prova. Un requisito importante è raffreddare l'estruso piuttosto velocemente vicino allo stampo mantenendo il controllo delle dimensioni e delle proprietà.
I processi inclusi sono vari tecniche per controllare le dimensioni/dimensioni che sono fusioni trafilate libere (solitamente per tubi di piccolo diametro) o caratteristiche di dimensionamento. Il costo totale di la produzione del tubo potrebbe comportare costi del materiale fino all'80%. L'obiettivo è sempre per ottenere un controllo delle tolleranze più stretto per ridurre il consumo di materiale. Vengono utilizzati dischi calibratori dimensionali e/o di spessore di diverse esecuzioni.
Una combinazione delle proprietà di fusione, velocità della velocità della linea, della pressione dell'aria interna e della velocità di raffreddamento influenzano il dimensione del tubo. Il rapporto di prelievo della fusione dallo stampo al raffreddamento ad acqua la depressione è direttamente correlata alla dimensione finale del tubo. Dipende da plastica in lavorazione, il rapporto varia da 4/1 a 10/1. Utilizzo di rapporti bassi aiuta a ridurre al minimo le sollecitazioni estruse, che possono portare a problemi legati a contrazione e stress cracking.
A seconda delle caratteristiche del plastica in lavorazione, il restringimento può verificarsi entro 24 ore successive in uscita dalla linea di lavorazione. Anche il tubo o la conduttura possono essere sottoposti a ricottura e altre condizioni successive che potrebbero influenzare il grado di ritiro.
Esistono molti modi diversi per realizzare tubi e tubi prodotti utilizzati nella movimentazione di liquidi, gas, solidi e così via. Possono essere sagomati per fornire decorazioni, supporti di sicurezza, ecc.
Misure per ridurre i costi di lavorazione della plastica i tubi includono:
1) Operare per ridurre al minimo il diametro esterno (OD) e tolleranze del diametro interno (ID);
2) Miglioramento della qualità e delle proprietà dei tubi attraverso lo studio dei guadagni con la composizione degli ingredienti e le procedure di miscelazione utilizzate;
3) Ridurre i tempi di set-up mediante l'avvio ausili e sistemi di automazione;
4) Sviluppare il risparmio energetico consumo mediante l'ottimizzazione dell'estrusore; E
5) Utilizzo di trafile efficienti, vasche di raffreddamento, estrattori e attrezzature per il decollo.
Il controllo della tolleranza degli estrattori è fondamentale per minimizzare
Dimensioni OD e ID, in particolare il dimensioni dei tubi più piccole.
Una variazione molto leggera nella velocità dell'estrattore possono influenzare drasticamente le loro dimensioni e lo spreco di plastica.
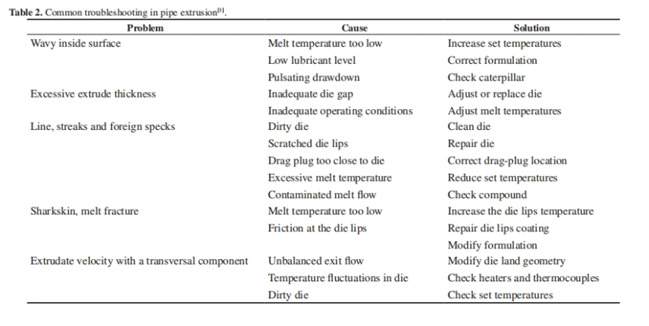
La tabella seguente mostra i più comuni risoluzione dei problemi nell'estrusione di tubi.
Quanto sopra riguarda l'estrusione del tubo progresso, sperando di fornirti qualche aiuto. Se necessario, benvenuto Contattaci.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Invia richiesta


X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza